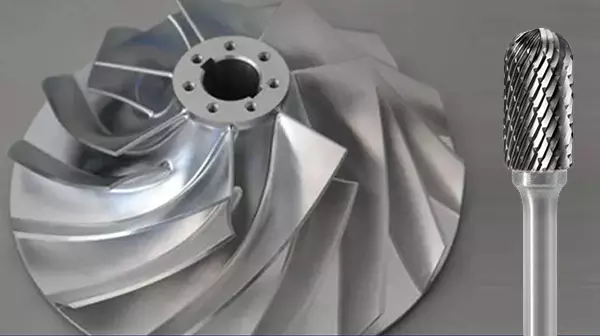
Solid Carbide High Feed Finishing End Mill for Impeller Deburring
Usually, there is no smooth surface smoothness on casting, which is determined by craft. However, something craft like the van wheel expects much better surface perfection on the key position. In a manner of speaking, the quality of finish has a direct impact on the service behavior of the impeller.
The impeller blade must be designed to the more complicated three-dimensional curved and distorted surface for the sake of decreasing loss of airflow energy and keeping flow stable. It made it difficult for the impeller blade to surface finish precisely because of this type of irregular complex shape.
Vane buffing is split into three working procedures: cursory buffing, semi-finished buffing, and exquisite buffing. Reserved allowance is 0.08~0.12mm. In the fine chasing stage, most of domestic companies are still in the phase of traditional artificial burnishing. When other processes of impeller folium all employ automatic machinery batch production, conventional manual chasing clearly disorganizes production takt. It is not easy to administer and management of product quality. But nowadays more and more complicated free-form vane and more and more precise requirements make artificial lapping out of style increasingly.

After grinding wheel abrasive belt burnishing technology is accepted by the market, the vane wheel gradually steps into a brand new semi-automatic polishing era. The principle of grinding wheel buffing is ground finishing, suited for complex surfaces. It has the advantage of low heat and is not easy to burn workpiece. Whereas, abrasive belt burnishing with a grinding wheel can not really be “all-purpose”. In modern aviation demand, some of their own inherent flaws are gradually magnified:
1. Leading to uneven machining allowance of the blade, which is a life-gate of solid grinding.
2. Not easy to process small folium and give rise to fire burn.
3. Can not care about tiny corners.
Above three shortcomings make impeller blade manufacturers have to find the best alternative–solid carbide high feed finishing end mill for impeller deburring.
1. Carbide rotary file’s safety factor is high.
2. Long life.
3. High deburring efficiency.
4. No powder layer pollution.